




产品别名 |
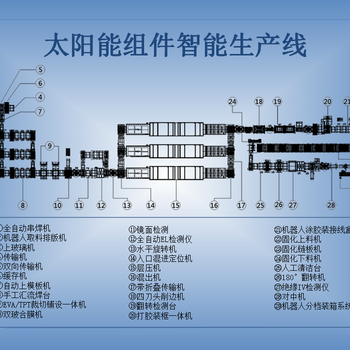
光伏组件生产线,太阳能板生产线,太阳能电池组件生产线 |
面向地区 |
品牌 |
其它 |
|
用途 |
太阳能发电 |
结构类型 |
其它 |
化学类型 |
单晶硅太阳电池 |
加工定制 |
是 |
使用状态 |
聚光太阳电池 |
原理 |
光—热—电转换方式 |
