山东手提油箱焊接设备FN-100圆桶环缝滚焊机厂家
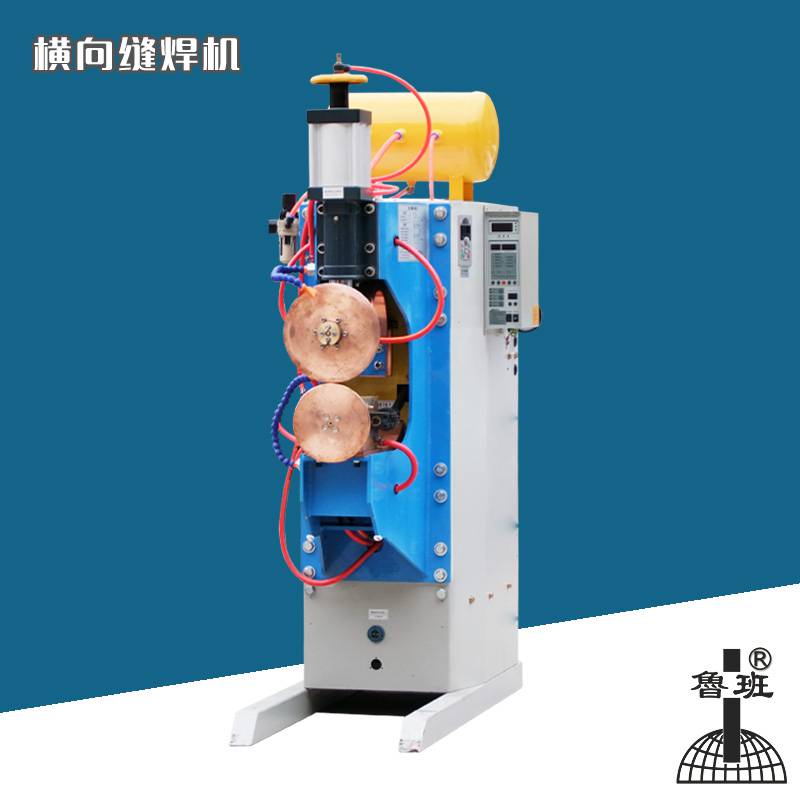



工频缝焊机焊焊接电源系统结构相对简单、成熟,也是目前常用的缝焊机供电方式之一,输入电源为单相380V交流电,电流输出为50HZ交流电。单相电对供电线路要求较大,当供电变压器容量较小或负载过大时,缺相会对电网造成三相不平衡,网压不稳定。同时也会造成焊接质量不稳定。供电变压器及供电线路富余量大时对焊接质量影响不大。操作方便调节简单,微电脑控制器可调节焊接电流及脉冲频率。亦可实现连续焊接、断续焊接、脉冲焊接。焊轮的压力大小和工作行程范围可以在设定范围内调节。主要适用于各种薄板工件的焊接。
焊机转动导电部份采用内嵌式银瓦结构,导电座内全密封性油浸式导电和润滑,采用内部强制冷却,增强了导电轴的冷却效果。提高导电率的同时有效的防止轴瓦的“咬死”现象,限度减少电能转换的损失,巧妙合理的内部结构,减少发热导致的焊接性能减弱。由于导电体长期处于油液润滑中,故拥有3-5年的周期,是普通铜轴硬磨损结构无法可比的。
优点:普通焊机焊轮导电采用银瓦结构,使用寿命更长。性价比更高。
缺点:单相输入的缺点无法避免,不适合大功率缝焊机的制造。