
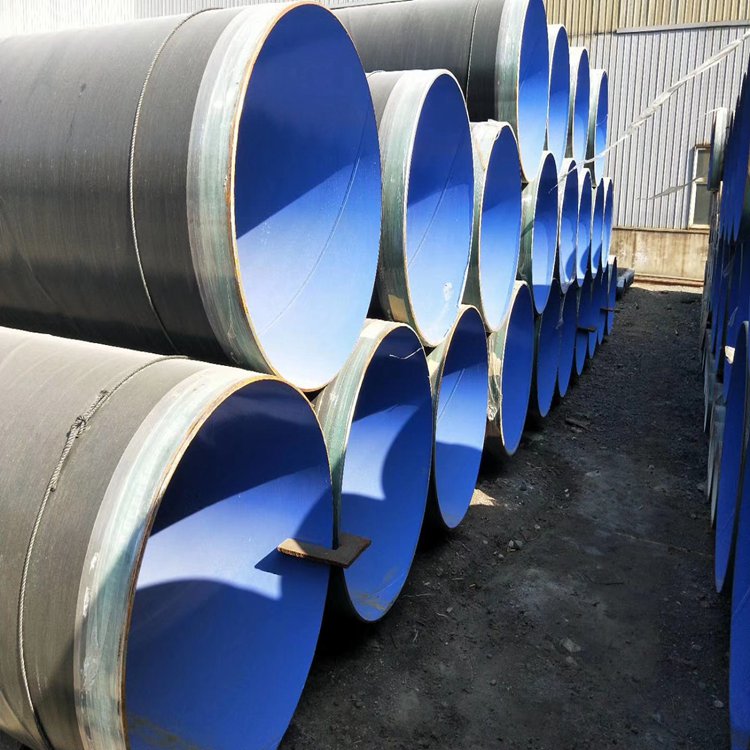


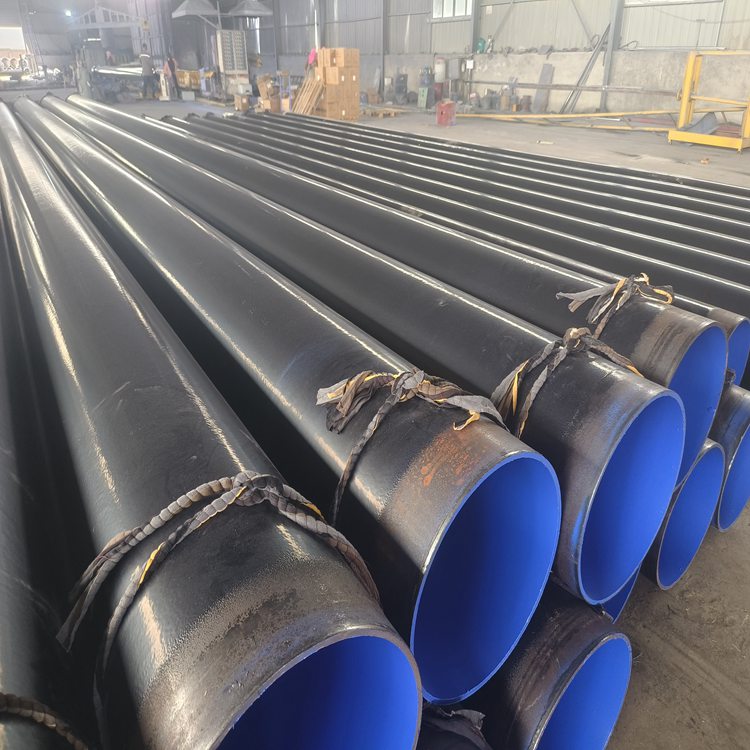
当钢管缠绕完聚后进入浇涂室先用一道冷却水进行冷却,这样钢管表层刚防腐上的涂层在到胶轮上,防腐层不会,保持完好【段落-无缝钢管】,内焊和外焊均采用电焊机进行单丝或双丝埋弧焊接,从而的焊接,焊完的焊缝均经过在线连续超声波自动伤仪检查,了螺旋焊缝的无损检验覆盖率,若有缺陷,自动并喷涂标记,生产工人依此随时工艺参数,及时去除缺陷,公式计算公式:P=2SR/D P-试验压力(Mpa) S---钢管公称壁厚(mm) D-钢管公称外径(mm) R-允许应力 , 需要把钢管加热到200℃以上,但如果温度过高,会出现环氧粉末固化反应太快,粉末熔化不均匀,涂层与钢管表面的附着力下降;在胶粘剂前,环氧树脂消耗,部分失去和胶粘剂的结合能力;熔结环氧粉末层可能发生轻度焦化涂层剥离检验不合格因此控制温度很重要.