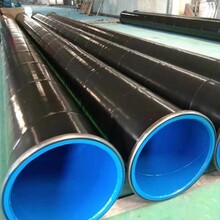
聚氨酯发泡保温钢管接口处理方法:
聚氨酯发泡保温管在焊接完毕以后需要对接口进行补口处理,以下是接口处理方案流程。
一、确定管道焊接合格并表面处理、安装前清除套管内外及管部两端的泥土及污物,塑料粘接部位清洁干净。
二、聚乙烯厚皮护套截取、宽度(60cm)长度围绕保温管一周、并搭接3-5cm.确定接头套管和聚乙烯外套管的搭接尺寸,将接头套管放置在接头处,外套管居中,然后进行热收缩带安装。
聚氨酯发泡保温钢管
如何处理聚氨酯发泡保温钢管接口?
三、(10cm*1.5mm)热缩带密封各个连接处、(两端缠绕一周并搭接3-5公分、中间横向连接处覆盖热缩带) 清除热缩套和外套管粘接部位的泥土及污物,清除宽度大于热缩带的宽度,有油污的地方用酒精清洗干净,并将粘接部位打毛,打毛宽度大于热缩宽度。
粘接部位有水的地方应晾干或用烘灯烘干。
2、安装
聚氨酯发泡保温钢管接口处理方法
聚氨酯发泡保温管补口施工图
(1)确定热缩带与热缩套的搭接长度。
(2)截取热缩带的长度。
(3)热缩带的一端裁去倒角 50×15mm。
(4)将热缩带胶层向内包覆在接口处,并热缩带在搭接处居中位置。
(5)先用小火依次将搭接的两层热缩带烘烤至胶层微化并搭接固定住,再将胶层已烘烤过的压盖居中扣在搭接缝上, 然后用中火来回均匀烘烤压盖直至压盖与热缩带完全粘接无翘边和气泡,加热过程中可用手套或压滚抚平压盖使其与热缩带紧密粘接。
(6)压盖压紧后,从热缩带的中部开始,烘烤与套管搭接的一边,烘烤时应从底部开始,并遵循由下向上、由里向外的烘烤规则,以避免气泡产生,
(7)调整喷枪火焰长度,先沿热缩带中部环向均匀加热,中间收缩完后再依次加热两端,加热过程中喷枪应来回移动以热缩带不局部过热。
(8)加热收缩时应仔细观察热缩带边沿是否有热熔胶溢出。
(9)待收缩完毕后,再次检查热缩带和压盖是否有翘边和气泡存在,若有应及时修补排除气泡热缩带和压盖平整。
聚氨酯发泡保温钢管接口处理方法
四、确定补口皮套密封后开孔以便加入黑白混合料、黑颜色的即为黑料、略带红颜色的称为白料、
五、取一个器皿、分别倒入黑料、白料/按比例黑白料比1:1.1并迅速搅拌、均匀后迅速倒入补口开孔处形成聚氨酯发泡。发泡完成后封口完成。注:267保温管每个补口大约需要(黑白混合料0.6千克
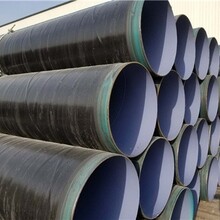
1、表面处理:环氧煤沥青防腐钢管钢铁表面清除油污,好采用喷砂除锈至低达到gb/t8923的sa2级,好达到sa21/2级。施工条件受限制时,也可采用工具除锈至st3级。钢表面处理合格后,在返锈前尽快涂底漆(正常在8h内,当空气相对湿度超过80%时,应立即涂底漆)。混凝土表层20㎜内含水率低于6%,并清除疏松物质,呈现平整坚实表面。
环氧煤沥青防腐钢管
2、配漆:环氧煤沥青防腐钢管应专人配漆,底漆、面漆开桶后均应搅匀,按规定比例加入配套的东化1号固化剂,加入量为底漆100︰8~10(气温低多加),面漆100︰10。无溶剂型面漆a组份︰b组份=1︰1,不另加固化剂。加固化剂后搅匀并静置熟化5~10min后使用(配漆时尽量不加稀释剂,以免降低涂料固体含量,如在冬季施工,漆料过稠,可加入不超过5%的稀释剂),漆料配好后宜在4h内用完(否则漆料将逐步固化变稠,直至无法使用,此时应废弃,不得调入稀释剂勉强冲稀使用),应少量多次配漆,避免造成浪费。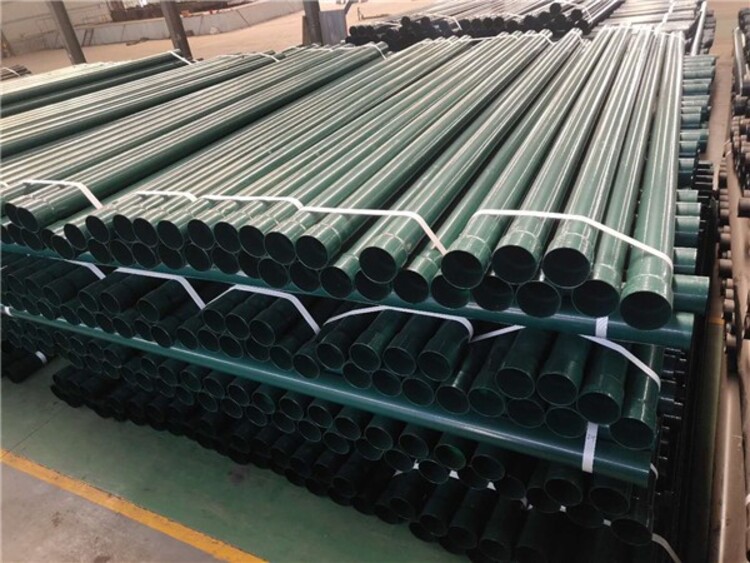
在弯头加工时,调节生产中的中压辊的上下位置,使其与驱动辊的相对距离在一定程度上有效变化,产品的实用化正在迅速提高。
目前使用的弯管加工设备在玻璃成形机械领域解决了加工中的火焰温度,解决了控制问题。
如今了解到弯管加工设备,包括壳体左侧顶部和底部与支撑板固定连接,由于支撑板数量为两个,可以方便地调节装置弯管的直径,减少大量的人力物力,提弯管高调节效率,从而有效提高弯曲管机械的工作效率,以至在实际应用中发挥出特的优势,因此满足了应用需求。
在加工弯头时,对弯曲有一定的要求。
并在加工弯管过程中,有效降低了生产成本,由于不需要特殊设备,因此特别适合,现场加工大弯头其中的管道加工设备,如今的弯管机,其设置在机床上的弯管加工设备结构,设置在机床上的送料装置,机顶一端设有顶圆筒,其中弯管加工设备结构的工具,用于在插入管状构件之后,以固定管状构件的心轴,并固定到气缸的活塞杆上,目前具有许多优点和效果,已得到了实际的应用。
现在使用的导向式新型弯头加工设备,气缸基座固定在壳体的尾部,气缸体安装在气缸基座上,气缸芯安装在气缸体上,导轨沿轴向固定在底盘的上表面的两侧,支架的底部能够移动到导轨上导轨固定在手推车地板上表面两侧的垂直导轨上,与导轨平行的调节螺钉固定在滑车底板上,端盖安装在滑车外壳的前侧和后侧,活动通过轿车主轴,现在的导向新型弯头加工能够实现自动进给。
现如今的轧辊钣金折弯是弯管加工全过程中,较为普遍的钣金折弯生产加工方式 ,此外好几个是以主动轮,滚弯方式 和原理基本一致,仅仅用以滚管的滚辊,以具备与管截面外观设计相符合的工作中表层,钣金折弯时,仅变动主滚子轴承和滚子轴承中间的间距,就可以获得各种各样夹角的钣金折弯,此方式 特别是在适用曲线图环或螺旋式线形管材,翻转钣金折弯关键用以夹角大的薄壁管材,对小半经钣金折弯束手无策,为此获得更强的应用难题。
在用以弯管加工的工艺流程中,在四柱液压机上应用磨具弯精轧管,弯管加工是由于磨具调节简易,生产制造率,一般 在生产制造中普遍应用,如含有平行线段的管材或弯管加工商务舱,弯管加工很普遍,不一样制造行业的主要用途不一样,但不了解弯管加工的操作方法,并掌握到此主要用途的一些常见主要用途,一些管路应用多种多样弯头,如船只用管路和输油管及其小汽车的运用等。
因为弧型弯头比其他类型的弯头中,弯管加工以具备大量优势,各种各样原材料在弧型弯头中运作更畅顺,与管路内壁的小冲击性相对性匀称,在应用弯头时,不必十分明显地挤压成型,弯头因而应用全过程中不可以碰水,要在自然环境较为干躁的地域应用。
,避免强烈挤压。
尽管说弯管材料有很好的韧性,但在使用过程中仍需特别注意积压强度问题。如在使用过程中出现强烈积压,则极有可能出现变形甚至断裂的情况,从而对弯管造成损失是较为严重的。
避免发生摩擦。
弯头在高速运转过程中,应特别小心,避免与转轮外的其他物体接触产生摩擦,以免发生意外情况,如有特殊情况发生,应立即停车。在弯曲的管子被卷起来的时候,也要注意排列整齐,在使用过程中不要接触到水。
选择吻合处弯曲的胎体。
在弯曲时,应特别注意选择与弯曲管径相匹配的弯曲胎,以免发生弯曲时的配合错误。对弯管材料本身的弯曲性能,以及耐腐蚀性都要了解清楚,因为这都有可能影响弯管的实际质量。
上述是关于弯管使用的三个主要的注意事项,只要对这些问题多加注意,在实际操作中就可以避免一些不必要的麻烦出现。如还想了解更多的弯管相关知识或购买问题,均可直接咨询我们的在线客服,我们将随时为您提供服务。
1.检查弯管制造商的经营信息。
,有必要知道该厂商的经营资格,开工手续是否规范。其次,可以看到制造商经营了多少,其主要业务是否在这个行业工作,这个行业已经有一定的年限,至少可以说明制造商具有一定的市场实力,在激烈的市场竞争中有地位。
2.了解弯管制造商的生产工艺。
弯管生产的好坏,技术水平很重要,尤其是定制产品,对规格尺寸的要求更加严格,如果不满足要求,后期客户使用会增加很多麻烦,甚至不能一致。
因此,我们可以去制造商的车间看看,了解制造商的生产车间设备和生产线、生产工人的技术水平等等。
3.询问弯管制造商的定制产品报价和服务状况。
定制产品一般有具体要求,厂家可以耐心与客户沟通相关需求,并且可以根据客户的要求制定报价方案,在价格合理的基础上,按时按质完成合作要求,在后期合作过程中也提供相应的服务。
这样,服务全面弯管厂家,定制产品质量放心,价格放心,合作也放心。