东莞市欣宇超声波机械有限公司为您提供大量关于北京振动摩擦机模具,精密振动摩擦机模具,等方面的信息和资料。
轨迹式摩擦熔接,能有效控制相对加工物在紧密的模具内作圆形轨迹的焊接加工,相较于线性摩擦原理,在圆形加工物上无法充分焊接圆周任一角落。
高刚性机身结构与整体封装的外罩,配合吸音隔离噪音组装,能有效抑制加工时的抖动与高噪音分贝。
精密线性滑轨的加工模具,使得加工成品上下错模减少,达到验收值。
不须位的加工模具,省去模具质量与配重的技术门坎。
针对如PP、尼龙、塑钢等添加玻纤材质能有效焊接。 优势:
优势:
焊接不规则,形状复杂的工件
可熔接大型的零件
熔接力强,接口可靠
能一次焊接多个工件
无需借助其它结合物质
无臭味,不会造成环保问题
对于受潮与含高量添加物之塑料有良好的熔接效果
耗电量低
快速,容易设定
模具替换性高 振动摩擦焊接机是通过在施加压力的状态下将线性振动能传递到热塑性塑胶产品的上下接触面,使之产生位移摩擦,所产生的摩擦热将产品完整的焊接在一起。
振动摩擦焊接机是通过在施加压力的状态下将线性振动能传递到热塑性塑胶产品的上下接触面,使之产生位移摩擦,所产生的摩擦热将产品完整的焊接在一起。
焊接过程分 4 个阶段
初期摩擦阶段
不稳定熔融阶段
稳定熔融阶段。摩擦焊接机模具,实力厂家,支持定制。 治具安装
治具安装
打开隔音门,升降台面降至治具替换位置,把治具放在工作台面上. 把下治具对准活动平台安装孔
初次使用的治具的话,松开下治具调整螺丝.
在手动操作画面,按治具替换,在按台面上升,使台面上升之与位置决定孔.
固定上治具时,请先稍稍用力手工拧入上治具固定螺丝,同时检查螺丝是否容易旋进。如不是,把治具稍微调整治具位置直至容易旋入螺丝为止.振动摩擦机治具,焊接结实美观。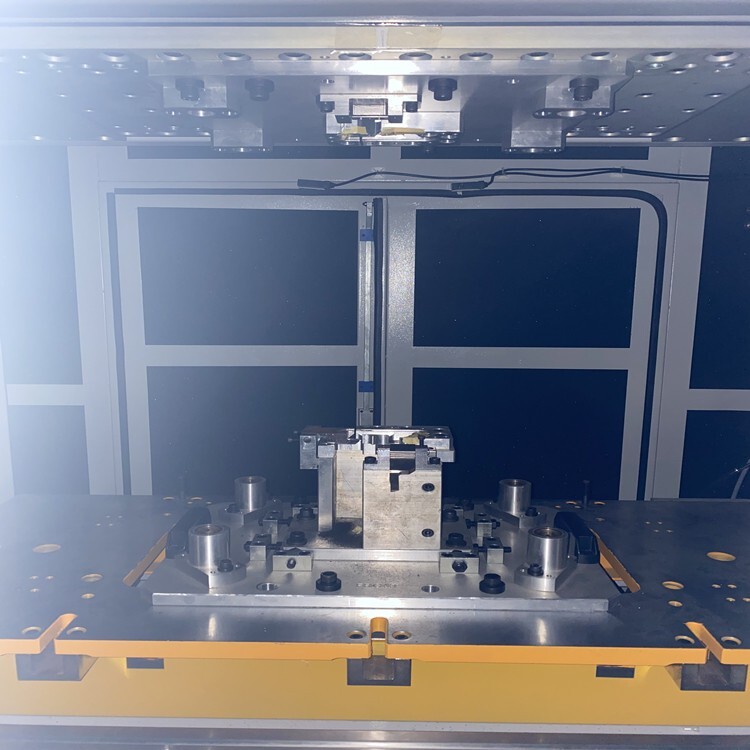 安装治具时,注意事项
安装治具时,注意事项
上治具
拧紧全固定螺丝
使用扭力扳手.
规定转力(Torque) : 100Nm.
上治具螺丝拧紧完,螺纹连接部长度要大概20 ~ 24mm,尽量使用合适的螺丝。
下治具
拧紧全固定螺丝
使用扭力扳手
振动板螺丝孔的固定螺丝连接部完成时,用螺旋钳的话,可能会断上治具固定螺丝。
上治具固定时,请注意拉力(Torque)
固定螺丝破损现象
不会调整频率
焊接时,频率不正常
焊接品质不好
发生噪音
治具替换后,作自动谐振
使用治具时,注意事项
治具重心安装工作台面的中心
不使用欣宇超声波制作的治具时,请先联络欣宇超声波确认设定条件 治具拆除
治具拆除
先用扭力扳手稍微松开上治具的固定螺丝,然后将4根导柱装在下治具上,缓慢的上升工作台,将立柱对准在上治具上的孔上
通过立柱,上下治具连在一起,再上升台面至完全接触
松开固定螺丝将上治具与驱动板分离开
下降工作台,松下治具固定螺丝,然后将上、下治具从工作台拆下










