进行焊接的操作人员分为两种,一种是设备操作人员,一种是实施焊接人员,前者进行过的技术培训,并取得相关的合格认证后才可以进行钢管焊接作业,而后者通过相关技术考试,取得证书后方可上岗。同时,在施工时准备好安全防护设备,保障施工人员的安全。
前期准备
(1)了解图纸要求、工具零件质量。
(2)重复审核组装好的钢管节点或构件整体规格是否符合图纸要求,焊材、焊接坡口是否符合图纸及工艺标准的质量要求。
(3)检查作业所需的设备、工具、电气源等是否。
(4)注意焊接的区域环境:
①环境温度:作业环境温度-10度
②环境湿度要大于90%
焊接时严格遵守具体项目的焊接工艺规程,控制道间温度,以达到减少焊接应力和变形,整体组拼焊接时可采用“C”型夹等措施以减少焊接变形。焊接过程中需持续观察焊接状态及焊缝质量,出现异常时及时调整。每道焊缝厚度不宜大于5mm,每道焊缝宽度不宜大于15mm。5.9单道焊缝无法满足焊缝尺寸要求时,需采用多层多道焊,并严格控制层间温度,其层间温度不应低于低预热温度,也不应230C。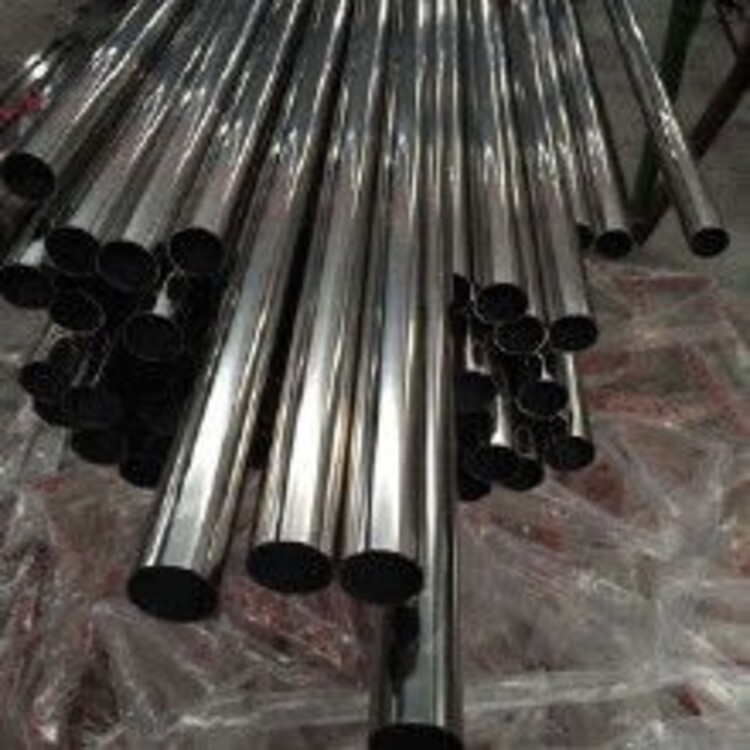
不锈钢管的应用非常广泛,所以当我们使用不锈钢管时,经常会出现不锈钢管比我们实际需要用到的长度要长的情况。在这种状况下,我们就需要对不锈钢管进行切割来到达我们的所需要的理想长度。不锈钢管的切割方法通常分为四种:砂轮切割法;线切法;金属圆盘锯切割还有滚蛋无屑切管机切割法切割。
不锈钢无缝钢管分类:无缝钢管分无缝钢管和焊接钢管(有缝管)两大类。按截面形状可分为方形和矩形管。圆形钢管应用广泛,但也有一些异形钢管,如半圆形、六边形、等边三角形和八边形。对于承受流体压力的不锈钢管,应进行水压试验,检查其耐压性和质量,并且在规定的压力下不得发生泄漏、润湿或膨胀,部分钢管应根据标准或要求的侧面进行边缘试验、火焰试验、平板试验。
不锈钢立柱在应用于楼梯、栏杆、扶手等场合时都会经过一定的表面处理,表面处理的方式有很多种,一般以表面磨砂或者镀金处理居多,通过这些表面的处理能够让不锈钢立柱变得更加美观,而且也可以电镀上很多样的颜色,满足消费者对于审美的要求。












