石墨电极较容易加工,且加工速度明显快于铜电极。比如采用铣削工艺加工石墨,其加工速度较其它金属加工快2~3倍且不需要额外的人工处理,而铜电极则需要人手挫磨。同样,如果采用高速石墨加工中心制造电极,速度会更快,效率也更高,还不会产生粉尘问题。在这些加工过程中,选择硬度合适的工具和石墨可减少刀具的磨损耗和铜公的破损。如果具体比较石墨电极与铜电极石墨电极的铣削时间,石墨较铜电极快67%,在一般情况下的放电加工中,采用石墨电极的加工要比采用铜电极快58%。这样一来,加工时间大幅减少,同时也减少了制造成本。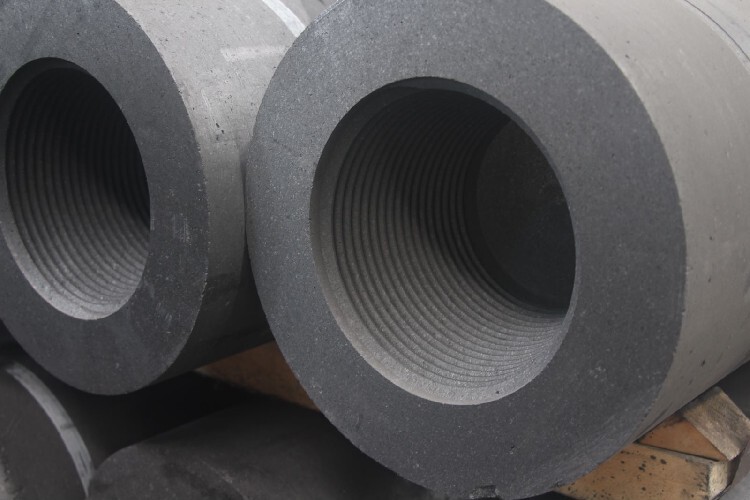
注意事项
1、受潮湿的石墨电极,使用前要烘干。
2、去除备用石墨电极孔上的泡沫塑料保护帽,检查电极孔内螺纹是否完整。
3、用不含油和水的压缩空气清理备用石墨电极表面和孔内螺纹;避免用钢丝团或金属刷砂布清理。
4、将接头小心地旋入备用石墨电极一端(不建议将接头直接装入炉上撤换下来的电极)的电极孔内,不得碰撞螺纹。
5、将电极吊具(建议采用石墨材质的吊具)拧入备用电极另一端的电极孔内。
6、起吊电极时,垫松软物到备用电极装接头一端的下面,以防止地面碰损接头;用吊钩伸入吊具的吊环后吊起,吊运电极要平稳,防止电极由B端松脱或与其它的固定装置碰撞。
7、将备用电极吊到待接电极上方,对准电极孔后慢慢落下;旋转备用电极,使螺旋吊钩与电极一起转动下降;在两支电极端面相距10-20mm时,再次用压缩空气清理电极两个端面和接头的裸露部分;在后完全下放电极时,不可过猛,否则因猛烈碰撞,会导致电极孔和接头的螺纹受损。 8、用力矩扳手拧备用电极,直到两支电极的端面紧密接触为止(电极和接头的正确连接夹缝小于0.05mm)。
虽说石墨是易切削的材料,但对刀具的损耗特别大,而且加工过程中产生的粉尘不仅会磨损机床内部零件(丝杠、导轨等),甚至会威胁操机人员的身心健康,所以石墨材料的加工需要使用密封性能良好的加工设备。石墨雕铣机则拥有良好的密封性,根据石墨材料的加工特性,配备了多重防护,在导轨面上安装了多层防护盔甲,有效保护丝杠导轨;配有率的集尘系统,有效吸收石墨粉尘 。在其他方面,石墨雕铣机的铸件结构稳定,加工精度高,使用寿命长,可以满足机床重切削或者高速切削的需求。
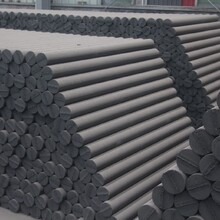
石墨电极主要应用于电弧炉炼钢及LF炉外精炼,两大领域需求占石墨电极消费的80%以上。电弧炉炼钢是以废钢为主要原料,以三相交流电作电源,利用电流通过石墨电极和金属料之间产生的电弧的高温来加热、熔化炉料。
在特种石墨行业中,通用的硬度检验标准是肖氏硬度测量法,其测试原理与金属的测试原理不同。虽然我们在对石墨的潜意识认识中,一般会它认为是一种比较软的材料。但实际的测试数据及应用情况显示,石墨的硬度要比金属材料高。由于石墨的层状结构,使其在切削过程中有非常的切削性能,切削力仅为铜材料的1/3左右,机械加工后的表面易于处理。
石墨电极能成为工业中材料,正是由于石墨电极有着无可挑剔的优点,所以正确石墨电极的选材标准,选适合的对的石墨电极才是关键。