光模块(optical module)是一种包括发送端和接收端的光电转换模块。其中,发送端可以将电信号转换成光信号并通过光纤传送;接收端可以将通过光纤接收的光信号转换成电信号。随着信号传输功率的上升,光模块散热至关重要。
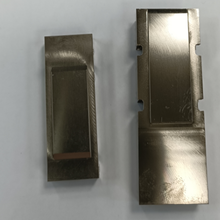
水冷散热是冷却工作介质在水泵的驱动下,通过管道,把热量从液冷散热器转移到环境中,从而实现散热目的。 可以减少风扇的数量,从而减少风扇所产生的振动及噪音。 其次由于水的高比热容的物理特性,使得水冷散热效果比风冷高出许多。然而,相比风冷散热,水冷散热器更复杂,因冷却工作介质关系,存在一定的泄漏风险,整体成本也比其他散热方式高。水冷可分为压管式,真空钎焊,搅拌摩擦焊,冲压式,一体式五种加工方式。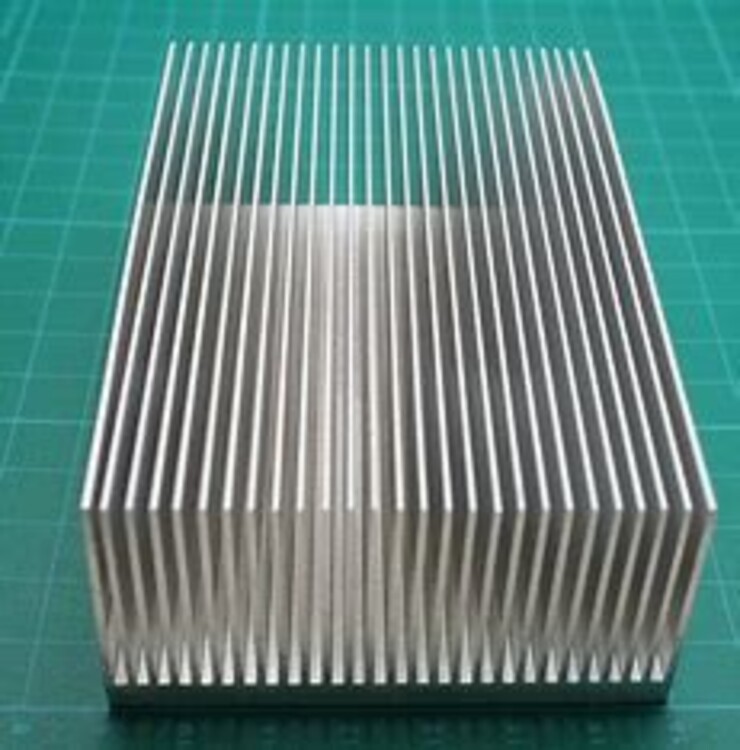
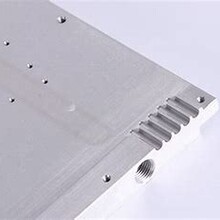
压铸是将液态金属或半液态金属,在高压作用下,快速填充到压铸模具的型腔中,并在压力作用下快速凝固而获得产品的方法。压铸产品生产,不用机加工可直接快速生产出结构复杂零件。缺点:模具费相对较高、开发周期相对较长;不适合小量生产;压铸件中容易产生气孔;合金熔点高时模具寿命不长。除了压铸,散热领域还有像钣金、冷锻、CNC加工成形等工艺。针对不同行业及产品结构的需要,每种工艺各有特点,可以根据产品的不同用途和用量选择适合的工艺。
模具加热温度按常规模具温度,控制在480℃左右,直径200mm以下的平模保温时间不得少于2小时,如果是分流模保温在3小时以上;直径大于200mm以上的模具保温4-6小时,以模具芯部温度与外部温度的均匀。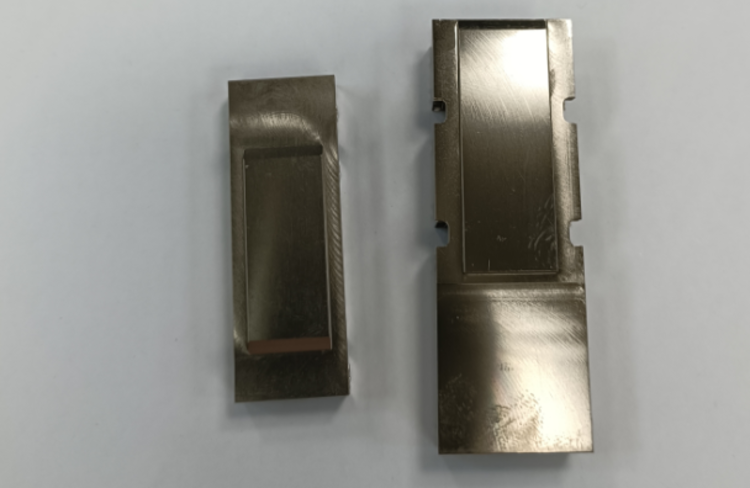
试模或刚开始生产时,挤压机自动档关掉,各段开关归零位。从小压力开始慢慢的起压,出料大概3-5分钟,铝填充过程时主要控制好压力。压力控制在100Kg/cm2以内,电流表数据为2-3A以内,一般80-120Kg/cm2可以出料,之后才可慢慢的加速,正常生产时挤压速度以压力小于120Kg/cm2为准。
模具在试模或生产过程中,如发现堵模、偏齿、快慢偏差太大等现象时要立刻停机,并以点退的方式卸模,避免模具报废。