性能特点:
A、钢拱架设备,亦可弯曲大曲率工字钢、U型钢、槽钢立弯和横弯。
B、双电机驱动,液压缸推进。
C、按下液压缸“前进”按钮,液压缸到达位置后一次弯曲成形,操作方便。
D、结构合理,工作可靠,适合大型型钢,大弯曲半径弯制。
弯拱 机参 数及试用 说明
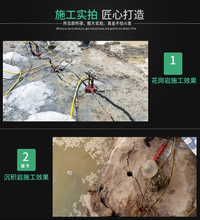
弯拱机是一种将各种型材弯曲成不同弧度半径的机械加工设备。我公司生产的WGJ系列弯拱机主要用于涵洞隧道钢拱架的弯曲加工,该系列弯
拱机通过不断的改进,具有操作简单,加工,控制灵敏等优点。广泛用于隧道施工,采矿巷道施工,景观钢结构造型施工的工种拱架、模型的制作施工。
系统介绍
1、机械系统
机械系统采用摆线针减速器直接驱动滚轮转动,转速为7.65r/min,为实现两个滚轮同步,采用两电机同时启动实现同步,为满足工况需求,
可进行正反转运转。
2、液压系统
该系统采用手动换向阀对油泵进行换向,实现油缸的正反向运动。采用单向节流阀调节油缸运动速度,利用双向液控单向阀对油缸进行锁
闭,当换向阀处于中位时,系统卸荷,有效防止了系统发热。
3、电气系统
电气系统主要对油泵电机、行走滚轮电机进项控制,行走电机设有正反转控制及过载保护,当回油滤清器堵塞需要换滤芯时,滤清器堵塞指示灯亮,此时需更换滤芯。在主回油路中设有空气开关(主开关)对整个系统进行有效保护。
维修与保养
1新机次加油运转一周后换新油,并将内部的油污清理干净,以后每3-6个月更换一次。
2在实际运转过程中,当油温超过60及出现不正常噪音时,应立即停机检查,在正确排除故障后,方可再次投入运转。
3新机运行150个工作日后更换液压油。
150H型钢弯管机万泽锦达 工字钢冷弯机使用方法
并能把6M长,直径25.4¢以下的不锈钢管性弯成圆圈
4、手动侧缸速度时转臂应至≥900时进行,速度为转臂转动弯管模具边缘的线速度同步,禁止在手动状态下侧推推进速度大于模具边缘的线速度
150H型钢弯管机圆管弯管机操作规程:
1、机床开动时注意不得转臂扫过的范围。机床工作时,人员禁止转臂及管件扫过的空间范围!
2、机床液压采用YA-N32普通液压油(原牌号20号),正常情况下每年换一次,滤油器同时清洗。
3、机床(模具)时,应由者自已按动按钮进行。可一人在机床上,另一人在控制柜上操作。机床或开空车时应卸下芯杆。液压压力不可大于14Mpa150H型钢弯管机。