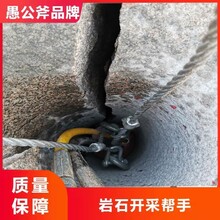
工字钢冷弯机工作原理:
把工字钢放在冷弯机上,与减速器股动的滚轮接触后,将压紧手柄进给锁紧,发起电机油泵组,由 电动油泵输出的高压油经溢流阀(可调整所需压力),进入聚成块到电液阀,有电液阀和点动开关(点进、点退)控制。
工字钢冷弯机参数
适用于材料规格 Φ220mm
电机功率 5.5kw
主轴转速 7转/分
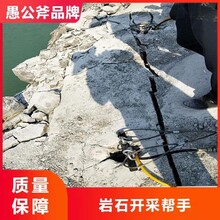
300型工字钢冷弯机 300型工字钢冷弯机生产厂家弯拱机突特点:
弯拱机实现了在钢材强度基础上连续作业,截面经济合理,节省材料。冷弯钢设备截面形状可以根据需要设计,结构合理,单位重量截面系数热轧钢。在同样负荷下,可构件重量,节约材料。不同设计尺寸多样要求,了产品质量,加快了加工速度,而且地了劳动强度,节约了大量人力,物力,在实践中取得了良好经济效益。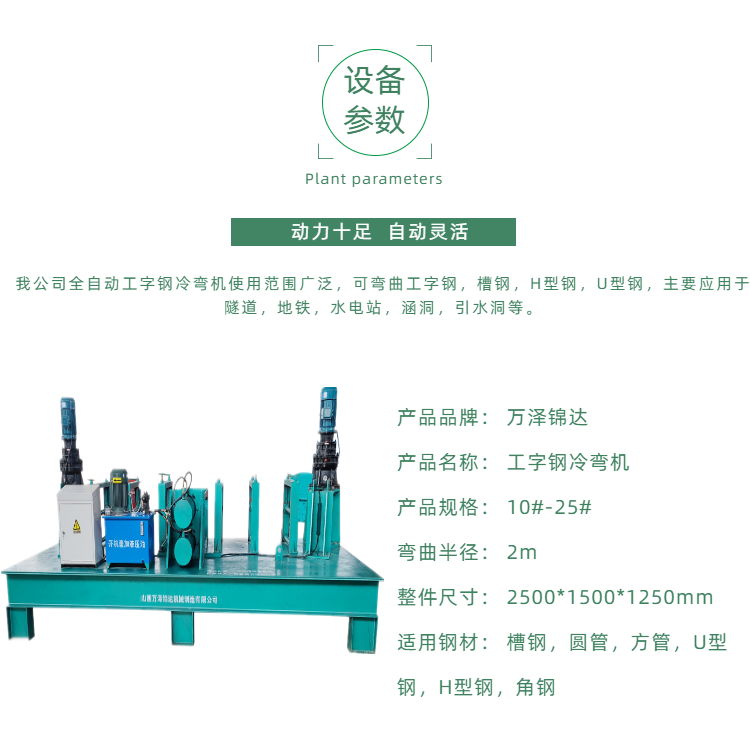
它由底座,机械传动、冷弯系统、液压系统、电器控制系统和系统等六大部分组成。作时,将所需要冷弯加工的型钢由系统的门式托架推放在两主动滚轮之间,启动液压系统使液压缸推动燕尾槽和冷弯滚轮冷压型钢,待达到设计所需弧度时关闭液压系统,启动机械传动系统, 使主动滚轮转动并依靠摩擦力带动型钢平稳缓慢前行,从而实现连续冷弯作业。在冷弯结束时,关闭机械传动系统 ,同时启动液压系统 ,使液压缸收回。将冷弯型钢放置在系统 的门式托架上即可。这种冷弯作业,了材质的强度,提高了支护钢拱架的质量,地提高了工效,操作简单、明了。冷弯机与压床相比,具有良好的工作性能。
然后,检查调定压力,Z大不超过250bar。在活塞杆运动过程中检查运动速度,并进行调节单向节流阀,使活塞杆运动速度达到3.5~5.5mm/s。此过程中压头不应有卡滞现象。
5往复运动油缸多次,作进一步检查行走电机正反转运转多次,再进一步检查,确定无故障后停机。
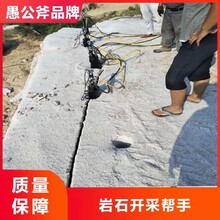
2、拱架弯制
1启动油泵电机;
2将需要弯制的材料放入两滚轮上,将压头向前顶出,试算出推进量。大于3.5米半径的可以一次成型,材料经驳接后连续弯制。小于3.5米半径的,要往复多次后再成型,此过程中,如有发现变形太大应及时调整。
调节滑块行程时,应调量小于1以免损坏机器。弯拱机工作原理:工字钢放置在工字钢冷弯机上,与减速机驱动的滚轮接触后,压紧手柄进给紧密启动机油泵组,高压电动油泵输出的油量溢出。流量阀(需要可调压力),进入电动液压阀块,电动液压阀和点动开关(指向,指出)控制气缸工作,工作气缸前进,工字钢和三个支撑发生弯曲变形时,不会发生碾压,气缸再推进的长度为10mm-15mm,主电机正向或反向旋转。主电机驱动工字梁重复工作。
作业完毕,应关闭油泵,退出控制系统程序,切断电源。检查油箱油位,启动油泵检查液压管道、油泵有无异常。
工字钢冷弯机进而充分利用计算机技术达成冷弯机为完善的设计方案,与之前的设计相比,工字钢冷弯机全的基础建模技术有着相当高的实效性。本文主要通过对冷弯机制造的冷弯机特点进行分析,并探讨其发展趋势。工字钢冷弯机制造的产品表面光滑、外观好看、尺寸、长度可以根据用户所需要的和截短,也可以根据客户要求定制,为您定制一台适合你的的工字钢冷弯机专属机械。