焊接 FPC排线
1. FPC排线焊接应采用平头烙铁头;
2. FPC排线金手指与焊盘对位整齐,FPC金手指有平整贴于印制板焊盘上,确认无偏斜、翘起等现象后才可开始焊接;
3. 焊接加锡时采用间歇式加锡点焊的方式,注意控制加锡锡量;
4. 焊接时力度应适中在焊盘上进行拖焊,每个 FPC排线金手指焊接时间不得大于 4S;
5. FPC排线金手指焊点高度应不得 0.4mm;
6. FPC排线金手指焊点光滑无拉尖,FPC金手指无浮高、虚焊、连焊、拉尖、翘起等不合格现象;
7. 焊接完成后去烙铁时,注意烙铁上的锡不得沾到印制板铜箔或焊盘旁的元器件上。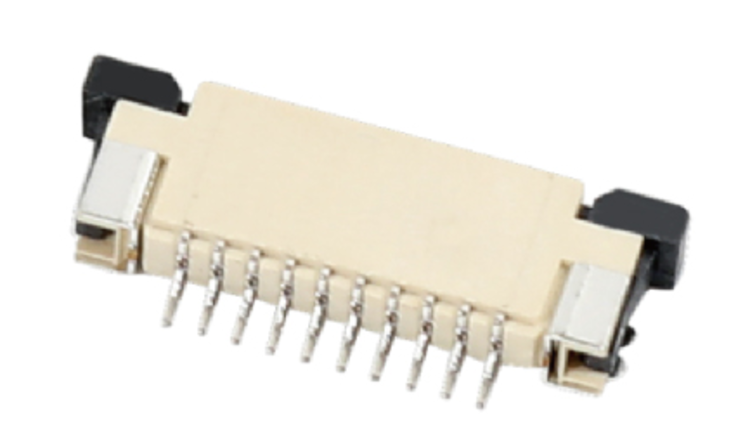
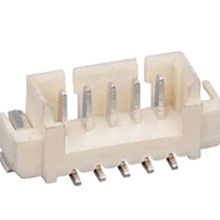
FPC连接器的材料对性能的影响是很重要的,对于一个完整的连接器件,需要考虑的性能是综合性的,是在照顾到主要功能指标的同时兼顾其他方面的性能要求,比如导通性要求、强度要求、散热性能要求等。实际应用中,大多数采用了综合性能比较好的铜及其合金。
FPC连接器除了抽屉式上接和抽屉式下接外;也还有其它类型的,比如翻盖式的一般都是下接触的,前插后掀是属于双面接的,也就是上接或下接都可以,这些都是带有锁扣的。同一间距不同厚度的产品,在其体积的长宽高上也会有所不同,厚度越低,其体积用的空间就越少。