


产品别名 |
EvA泡棉 |
面向地区 |
全国 |
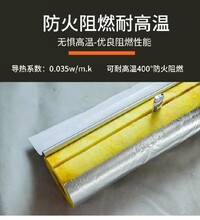
EVA泡棉因为其有着其他包装材料无可替代的优点,如:防水、防腐蚀、防震、防静电、保温、隔音等特点广泛用于医疗、电子、电器、五金、灯饰、工艺品、家电、家具、玩具等礼品及易碎品的包装;因其防滑耐磨,也常用于鞋业。
泡沫冲切过程中易出现斜边(圆刀切割斜边较大);这些厚度泡沫在冲压过程中容易产生碎屑;对于一些孔状产品,难以排放(孔径过小,泡沫厚度大,废料排放不易实现);这是我们在EVA泡棉模切加工操作中遇到的一个非常普遍的现象。
EVA泡棉模切加工削减压问题,关于在模切和冲孔过程中可能出现的倾斜边缘,这个问题的原因是:泡沫的厚度很高。在冲压过程中,冲泡泡沫然后冲压,泡沫与表面一起挤出。降低血压,解决这些问题的主要方法是改变工具的选择。
我们通常使用的模切工具是用于冲压的双斜面切割工具。然后,为了确保有效减少斜边的产生,我们采用单刃刀,直内斜切,可以有效减少泡沫斜边的发生。同时,EVA泡棉模切加工对于相对简单的EVA泡沫模切部件,采用剥离,边缘分离,跳跃的方法,减少影响斜边产生的因素,避免斜边。对于一些结构稍微复杂的产品,我们可以采用冲切刀线的方法进行切割,不要使闭合的刀线,多线重叠的方式,减少泡沫冲压过程中的挤压应力,减少泡沫角度侧面的问题。
对于一些具有清洁要求的模切工作,有很多方法可以解决这个问题。一般来说,有喷雾释放剂。生产线上常用的方法是在EVA泡沫表面层压一层OPP保护膜。解决这个问题。当然,这种解决方案可能会导致一些配件的浪费。EVA泡沫切割工艺难度很大。
EVA泡棉模切加工就孔型废物排放问题而言,实际上,这种类型的原因根本的原因在于泡沫太厚,同时孔径小,由于废物排放过程,废物难以提取。传统的做法是在模切机模具的外部执行一组喷射器固定装置以排出废料,通过顶出销弹出孔状碎屑并排出落下的材料。
最近来访记录