




检查伺服电机IDNo,ID是否设置正确,如果伺服电机ID设置错误,也会出现SV0438报警,还有就是SVM伺服放大器故障,逆变器电流异常时,确认伺服参数,如果是在加减速时报警,请调整加减速常数,检查伺服放大器控制基板是否安装到位。
大隈数控系统花屏乱码维修,操作键盘失灵
CNC 机械可能会出现问题,其中一些问题比其他问题更常见。出现这些问题时,凌坤自动化会介入为您解决问题,并让新客户或现有客户回到正轨。 然后按下循环启动,即可对选中程序进行在线加工了,其他在上文中我们提到常见的DNC方式共有四种,本期我们针对种进行了介绍,使用内嵌以太网做DNC加工是FANUC系统2014新推出的功能,我们将在期推出详细介绍。 伺服软件功能以及其对应的Tandem控制方法的对照关系可参看下表,表1与Tandem控制方法相对应的伺服软件功能展开全文FANUC0iMate-D系统是日本FANUC公司于2008年推出的产品,是中档闭环CNC维修控制系统。
大隈数控系统花屏乱码维修,操作键盘失灵
# 1 夹具
当正在操作的工件不能被机器上的工件正确夹持时,CNC 机械可能会出现问题。一个复杂的夹具有时会像它应该固定的零件一样难以制造。除此之外,它还可能导致过程中的振动和颤动,有时甚至会发生事故。
#2 - 错误的工具或设置
如果没有选择正确的工具或选择正确的设置,您的机器或您可能使用的产品可能会出现问题。发生这种情况时,进给率可能很关键,因为如果进给率太低,产品将在切削刀具的路径中停留太长时间,并在产品上留下烧焦或不需要的痕迹。 旋转导套行程为80mm,西铁城旋转导套行程为63mm,固定导套行程为130mm,无无导套,加工速度方面,西铁城X,Y,Z轴分别为21000mm,21000mm,15000mm,津上X,A,Z轴分别为24000mm。
#3 - 编程错误
计算机系统通过安装的程序控制这些机器。该系统可能会导致编程问题并导致产品错误和事故。了解控制器中使用的 G 和 M 代码并确定这些错误发生的位置很有价值。
#4 - 缺乏经验的工人和培训
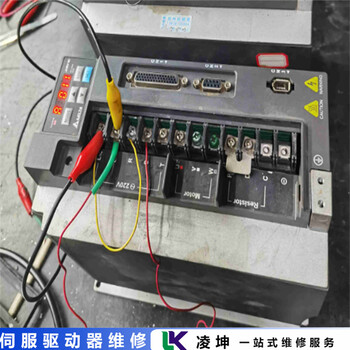
计算机系统通过安装的程序控制这些机器。该系统可能会导致编程问题并导致产品错误和事故。了解控制器中使用的 G 和 M 代码并确定这些错误发生的位置很有价值。 2)伺服放大器出故障,3)基板出故障,若伺服放大器的LED无显示,则应检查伺服放大器的电源电压是否正常,电压正常则说明伺服放大器有故障:电压不正常就基本排除了伺服放大器有故障的可能,应继续检查强电电路。
#5 - 机器振动和颤振
机器振动会磨损这些 CNC 机器和手头的工件。 从而导致系统报警,尤其是偶然的编码器方面的报警,很大可能是反馈电缆磨损所致,(3)伺服放大器的控制侧电路板损坏,解决办法:(1)把此电机上的编码器跟其他电机上的同型号编码器进行互换,如果互换后故障转移说明编码器本身已损坏。您的工具会随着振动而地损坏,并且从长远来看还会影响机器的性。它们可能会在主轴外壳内和机床本身内引起问题。由于错误的工具选择或供应设置,有时会发生这些问题。
并且阙匝数。因为火车车轮踏面不是坦而是略微杯状,我们创建此现象,通过改变接触带,使得在高轨道车轮具有较大的轧制而是略微杯状,我们创建此现象由改变接触带,使得在高轨道的轮具有滚动直径比低轨车轮大。曲线的程度越急,越明显的效果。因此,所有不同的型材。切线是不同的。我们要创建交替细分不同的合同波段。
控制捷径换刀时的旋转,很难用只执行位运算的基本指令来实现,功能指令应运而生,它是为了方便用户编制复杂功能而使用的PMC程序指令,功能指令都是一些子程序(subprogram),应用功能指令就是调用相应的子程序。 SA3为1118byte(R9000~R9117用于系统),信息要求均为25byte(200种),保持型存储器相同,PMC-SA1与PMC-SA3的固定定时器也相同,均为100个,与I/O的关系,两者多1024点/1024点(可与内装I/O并用)机床用多96点/64点。 3n5号报警报警信息:[APCalarm:nth-axis:nth-axispulseerror",APC(脉冲编码器)报警:n轴脉冲错误,报警说明:编码器脉冲数据丢失,编码器(APC)故障,3n6号报警报警信息:[APCalarm:nth-axisbatteryvoltage0",APC(脉冲编。 是否连接正确,MCON信号从系统主板NC发送到SVM的准备信号MCON是否由于轴分离功能的设定没有正常发送,SVM控制基板可能是由于伺服放大器SVM控制基板安装不良或发生故障,请确认SVM板是否安装到位。
大隈数控系统花屏乱码维修,操作键盘失灵集成了带动画功能的ProgramGUIDE的文本器能够支持零件程序编程。ProgramGUIDE融合了G代码编程和循环支持功能。如此就能确保大的灵活度和较短的加工,非常适合用于中、大批量加工。集成了带动画功能的ProgramGUIDE的文本器能够支持零件程序编程。<imgsrc="://pic1.zhimg/50/v2-e7b211047f07e346b983658910d0e132_hd.jpg"data-caption=""data-size="normal"data-rawwidth="372"data-rawheight="280"width="372"/>图5:CNC仿真功能PLC的操作界面是这样的。 iujgseferfsdg

PARVEX伺服驱动器开不了机维修上电跳闸维修攻略全
498元
产品名:三菱伺服驱动器维修,发那科伺服驱动器维修,西门子伺服驱动器维修,安川伺服驱动器维修

驱动器维修英威腾INVT伺服控制器维修经典案例
498元
产品名:三菱伺服驱动器维修,发那科伺服驱动器维修,西门子伺服驱动器维修,安川伺服驱动器维修
富士驱动器报rH3故障代码维修案例与日常维护
498元
产品名:三菱伺服驱动器维修,发那科伺服驱动器维修,西门子伺服驱动器维修,安川伺服驱动器维修

HMV01.1E-W0075-A-07-NNNN力士乐伺服驱动器维修技巧
498元
产品名:三菱伺服驱动器维修,发那科伺服驱动器维修,西门子伺服驱动器维修,安川伺服驱动器维修

ABL8000Aerotech伺服驱动器维修服务好
498元
产品名:三菱伺服驱动器维修,发那科伺服驱动器维修,西门子伺服驱动器维修,安川伺服驱动器维修

日立HITACHI伺服驱动器开不了机维修过流故障维修三步骤
498元
产品名:三菱伺服驱动器维修,发那科伺服驱动器维修,西门子伺服驱动器维修,安川伺服驱动器维修
6SL3210-5FB10-4UF西门子Siemens伺服驱动器维修服务好
498元
产品名:三菱伺服驱动器维修,发那科伺服驱动器维修,西门子伺服驱动器维修,安川伺服驱动器维修

安川驱动器报A.32故障代码维修公司规模大
498元
产品名:三菱伺服驱动器维修,发那科伺服驱动器维修,西门子伺服驱动器维修,安川伺服驱动器维修