



1.良好的导热性 在注塑成型时,良好的模温控制对塑料件质量影响较大,特别是在加工半结晶性热塑料件时更显重要。通常,铜合金比铜合钢导热性要好的多,但是它的弹性模量,硬度和度较低。钢材的导热性不足可用冷却系统来补偿。
2.良好的尺寸稳定性 注塑模在成型操作时,模具行腔的温度要达到300度以上,温差这么大,易使行腔结构发生微观变化,从而赵成模具尺寸变化,使得塑料件尺寸不稳定。3.抛光性能好 模具行腔内壁要求很高,粗糙度非常小,以适应塑料表面良好光泽度的要求,对此,对模腔一般要进行抛光处理,表面越亮越好,为此,要求模具材料易于抛光,所以选用的材料不应该有杂质和气孔等缺陷。
塑化压力:(背压)采用螺杆式注射机时,螺杆顶部熔料在螺杆转动后退时所受到的压力称为塑化压力,亦称背压。这种压力的大小是可以通过液压系统中的溢流阀来调整的。在注射中,塑化压力的大小是随螺杆的设计、制品质量的要求以及塑料的种类不同而需要改变的,如果说这些情况和螺杆的转速都不变,则增加塑化压力会加强剪切作用,即会提高熔体的温度,但会减小塑化的效率,增大逆流和漏流,增加驱动功率。
增加塑化压力常能使熔体的温度均匀,色料的混合均匀和排出熔体中的气体。一般操作中,塑化压力的决定应在制品质量优良的前提下越低越好,其具体数值是随所用的塑料的品种而异的,但通常很少超过20公斤/平方厘米。

嘉兴定制注塑加工报价,塑料件
0.56元
产品名:注塑加工,塑胶加工,塑料件,塑料加工

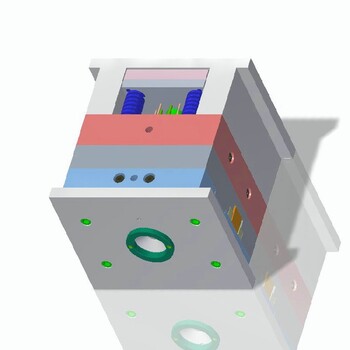
嘉兴定制智能电器塑料外壳塑胶产品设计,嘉兴塑料模具厂
面议
产品名:智能塑料外壳,嘉兴注塑加工, 嘉兴塑料模具厂

海宁市led灯罩,塑料外壳,滚塑灯罩
面议
产品名:led灯罩,灯罩注塑,滚塑灯罩 ,汽车灯罩

上海led灯罩,塑料模具设计,灯罩注塑
面议
产品名:led灯罩,灯罩注塑,滚塑灯罩 ,汽车灯罩
海盐县ABS塑料件注塑加工,塑胶产品设计,塑料产品设计
8000元
产品名:ABS塑料件注塑加工,注塑代加工,塑料产品设计,塑料外壳
上海ABS塑料件注塑加工批发
8000元
产品名:ABS塑料件注塑加工,注塑代加工,塑料产品设计,塑料外壳

富阳区塑料模具电话,塑胶产品生产加工
面议
产品名:塑料模具,塑胶产品定制 ,塑胶产品设计 ,塑胶产品生产加工

遂昌县塑料模具电话,塑胶产品设计
面议
产品名:塑料模具,塑胶产品定制 ,塑胶产品设计 ,塑胶产品生产加工