

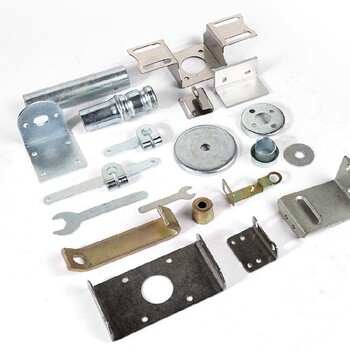



五金冲压件从字面上理解;五金指的是钢或一些有色金属加工出来的零件,而冲压件指的是在室温条件下,钢/有色金属等板材用模具,由压力机提供加工所需压力而成形为形状,那么五金冲压件应用领域都有哪些?下面科创来简单谈谈。
五金冲压件应用领域:
1、汽车行业的冲压。以拉深为主。在我国这部份主要集中在汽车厂、拖拉机厂、飞机制造厂等大厂,立的大型冲压拉深厂还未几见。
2、汽车等行业零部件类冲压。主要是冲剪成形。这部门的企业有很多都归在尺度件厂,也有一些立的冲压厂,目些汽车厂或拖拉机厂的附近都有很多这样的小厂。
3、电器件冲压厂。这类厂是一个新的工业,跟着电器的发展而发展起来,这部门厂主要集中在南方。
4、糊口日用品冲压厂。做一些工艺品,餐具等,这些厂近几年也有大的发展。
5、家用电器部件冲压厂。这些厂都是在我用电器发展起来后才泛起的,大部门分布在家电企业内。
6、特种冲压企业。如航空件的冲压等属于这类企业,但这些工艺厂也都归在一些大厂。
模具故障是冲压生产中容易出现的问题,常常造成停产,这样影响产品生产周期。因此,尽快找到模具故障原因的啊,合理维修。
1、模具损坏
模具损坏是指模具开裂、折断、涨开等,处理模具损坏问题呢,必需要从模具的设计、制造工艺和模具使用双方方面寻找原因。假如引起异物进入模具、制件重叠、废物梗阻等情况未及时处理,继承加工生产,很轻易损坏模具的落料板、冲头、下模板和导柱。弹簧力设计太小或等高套不等高,会使弹簧断裂、落料板倾斜.造成重叠冲打,损坏零件。假如模具的淬火温渡过高,淬火方法和时间不公道,以及回火次数和温度、肘间选择不当,都会导致模具进入冲压生产后损坏。冲头固定不当或螺丝强度不够.会导致冲头掉落或折断。工作高度调整过低、导柱润滑不足。通常,模具材料的热处理工艺对其影响很大。落料孔尺寸或深度设计不够,轻易使槽孔梗阻,造成落料板损坏。模具使用时,零件位置、方向等安装错误或螺栓紧固不好。
2、卡模
引起卡模的主要原因有:模具导向不正确、倾斜。否则,将会扩大故障,导致模具损坏。造成模具变形,例如模座、模板的硬度、厚度设计太小,轻易受外力撞击变形;模具位置安装不准,上下模的定位误差超差。这时应进步冲头强度,增强卸料板的引导保护。
或压力机的精度太差,使模具产生干涉;冲头的强度不够、大小冲头位置太近,使模具的侧向力不平衡。冲压过程中,一旦模具合模不灵活,甚至卡死,必需立刻休止出产,找出卡模原因,排除故障。
3、模具损坏和维修
冲压生产的模具用度高.通常模具费占制件总本钱的1/5-1/4。一次性修复用度超过冲模原造价的70%,或者模具寿命已近。当模具维修技术过于复杂、修模用度太大,难度大必定使维修周期过长,严峻影响冲压的正常出产,应选择提前失效报废,重新制造模具。一般来说。
模具损坏后,还有一个维修和报废的选择题目。但是。因此,及时维修模具,防止模具损坏,可以大大降低冲压生产的模具费用。当模具的枢纽件严峻损坏,有时凸、凹模同时损坏。这是由于,除模具制造难度大、成本高外。冲压模具的非天然磨损失效,例如非枢纽零件的破坏。
在正常情况下,冲压件加工的模具主要失效形式是过量磨损。从新模具制造交付使用。直至冲制零件的毛刺超标、零件尺寸与形位精度超差,而模具又不能再修复或根本无修复价值,则模具只能报废。从新模具投入使用到失效报废。
全世界的钢材中,有60~70%是板材,其中大部分是经过冲压制成成品。汽车的车身、底盘、油箱、散热器片,锅炉的汽包、容器的壳体、电机、电器的铁芯硅钢片等都是冲压加工的。仪器仪表、家用电器、自行车、办公机械、生活器皿等产品中,也有大量冲压件。
冲压件与铸件、锻件相比,具有薄、匀、轻、强的特点。冲压可制出其他方法难于制造的带有加强筋、肋、起伏或翻边的工件,以提高其刚性。由于采用精密模具,工件精度可达微米级,且重复精度高、规格一致,可以冲压出孔窝、凸台等
冷冲压件一般不再经切削加工,或仅需要少量的切削加工。热冲压件精度和表面状态低于冷冲压件,但仍优于铸件、锻件,切削加工量少。
冲压是的生产方法,采用复合模,尤其是多工位级进模,可在一台压力机上完成多道冲压工序,实现由带料开卷、矫平、冲裁到成形、精整的全自动生产。生产,劳动条件好,生产成本低,一般每分钟可生产数百件。
冲压主要是按工艺分类,可分为分离工序和成形工序两大类。分离工序也称冲裁,其目的是使冲压件沿一定轮廓线从板料离,同时分离断面的质量要求。冲压用板料的表面和内在性能对冲压成品的质量影响很大,要求冲压材料厚度、均匀;表面光洁,、无疤、无擦伤、无表面裂纹等;屈服强度均匀,无明显方向性;均匀延伸率高;屈强比低;加工硬化性低
云南售楼部外立面建筑风动幕墙颜色多样风动墙厂家
面议
产品名:风动幕墙,风铃景墙,风动幕墙,风动墙

不锈钢多种颜色可定制风铃幕墙供应商
面议
产品名:风动墙,多种颜色可定制,园林景观装饰,户外广场标志,外立面设计,简约现代风,现货易安装,造型多样,建筑工程

湖南不锈钢五金冲压件不锈钢拉伸冲压件加工五金配件加工定做
面议
产品名:五金冲压件加工,冲压件拉伸件厂家,五金配件加工价格,五金机械配件加工,五金配件冲压加工,五金加工配件厂家,五金配件加工定做

幕墙动力通风器风动幕墙安装风动幕墙单价
面议
产品名:风动幕墙配件,风动幕墙造价,风动幕墙施工,景观风动景墙,风动幕墙安装,金属风动幕墙,风动景墙价格,铝板风动幕墙,风动百叶幕墙,风铃幕墙单价,幕墙风铃价格,风动玻璃幕墙,风动幕墙报价,金属风动幕墙,景观风动幕墙,风动幕墙专利,铝板风动幕墙,风动铝板幕墙,风动百叶幕墙,风动幕墙造价,风动幕墙安装,风动幕墙施工,风动幕墙单价,风动幕墙价格,风动墙厂家,风动片幕墙,屏风活动墙,风动片幕墙,风铃幕墙,风动幕

五金配件加工不锈钢拉伸冲压件加工厂配件加工定做
面议
产品名:五金冲压件,不锈钢五金冲压拉伸件加工厂,不锈钢拉伸冲压件加工厂,304拉伸件加工厂家,不锈钢拉伸冲压件加工,汽车配件cnc加工,金属冲压拉伸件加工,汽车配件模具加工,汽车配件电镀加工,汽车配件加工工厂,冲压件拉伸件厂家

湖南不锈钢五金冲压件不锈钢拉伸冲压件加工五金配件加工定做
面议
产品名:五金冲压件制品,冲压件拉伸件厂家,五金加工配件厂家,配件加工价格,机械配件加工,配件冲压加工,配件加工定做

模具冲压件加工厂家汽车配件电镀加工五金配件加工定单
面议
产品名:冲压件,汽车配件模具加工,汽车配件电镀加工,汽车配件加工工厂,五金配件外加工,五金配件加工厂,汽车配件加工做,汽车配件加工件,冲压件拉伸件,冲压件拉伸件,五金配件加工,汽车加工配件,冲压件圆片

江苏风铃幕墙让墙面动起来风动幕墙造价
面议
产品名:风铃,售楼部外立面景墙,风中舞动的精灵,让墙面动起来,施工工艺,怎么安装,内部结构,造型别致,风格高尚,园林景观装饰