




克拉管的优势:
1、原料符合国家环保要求,的生产过程,是一种绿色环保产品。
2、绕组热成型钢板,高熔管焊缝质量。
3、良好的柔韧性,改善公共设施抗震,减灾能力。
4、系统配件,配有各种配套管件和人孔,管道可以组装成一个完整的系统。
5、循环性能的排水,管道内壁光滑,比摩擦,流速,流量较小。
6、防腐蚀,,使用寿命长,良好的弹性管的耐磨性和韧性,化学稳定性好,各种酸,碱腐蚀的能力,确保50年以上的使用寿命。
7、克拉管重量轻:增强的结构和高密度聚乙烯管道壁缠绕结构的科学设计,采用相同的工程条件下,它的重量只有水泥管,钢管的一小部分,施工更方便。
8、采用socket连接的技术,的喷嘴连接,安装的运行速度,无渗漏电熔管件连接。
9、采用计算机设计和选择产品的结构和强度校核的,为用户提供快速,准确的工程解决方案,并选择优化的产品。
10、结构壁缠绕管因其管壁结构灵活,因而可适应于各种应用工程。
克拉管生产加工制作过程:
1、设备加热:对克拉管制作的钢制辊筒模具进行加热处理。
2、缠绕:热态缠绕成型工艺,熔融状态的HDPE平料带及包覆PP的圆形加强筋同步缠绕在加热到预定温度的钢模上。
3、切削:管材承、插端口按加工到标准尺寸。
4、脱模:管材从模具上脱离。
5、修形:使外观平滑规范。
6、电熔丝预埋:管材承口内壁埋入电熔丝。
7、产品检验:检测产品外观、尺寸,确保合格产品出厂。
克拉管连接技术之一:
电熔连接技术
1、什么是克拉管电热熔连接?
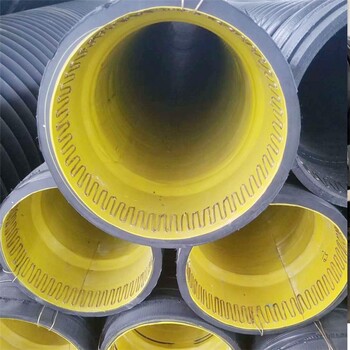
管材它一端为内嵌电熔丝的承口,另一端为平壁插口(承口和插口见下图),施工时只需将插口放入承口,电熔丝通上电即熔为一体。
2、电熔连接技术的优势:
电熔连接效果好,可靠的,两根管材被牢牢的熔接在一起,没有缝隙,因而无渗漏。电熔丝在管材制造过程中被安装到管材的随口上。采用手提式挤出机来焊接管道及管件,可在管材内部或者管材外部施工。
3、电熔连接技术使用范围:
电熔连接技术主要用于低压输水管及检查井的连接。
克拉管连接技术之二:
橡胶圈连接技术
1、将SBR胶圈放到管材或者管件的插口沟槽中,这种连接方法可以在以后需要时将两根管材拆开。
2、橡胶圈连接技术使用范围:
一般用于直径500-1200mm的管材。
克拉管连接技术之三:
法兰连接技术
管材或者管件的未端生产出环形的法兰,然后用钢法兰和橡胶圈连接密封。
HDPE克拉管安装施工注意事项:
,在HDPE克拉管管材下管之前,就要按照产品的标准来进行审核,要逐节的进行检查,毕竟是需要放在地下来进行掩埋,不符合标准的HDPE克拉管,肯定就会出现一些质量问题,所以针对于HDPE克拉管下管之前的检查,是非常关键的,出现任何问题,都严禁下管铺设。
其次,就是对于直径大小以及沟槽的设计,还有施工机具的装备情况,确定所有的工作人员都是符合施工要求,在下段是要采用可靠的钓具,这样才能够更加平稳地下沟,不能够和其他地方来进行碰撞,吊装的支持点一定要有两个才可以下去之后更加的平稳。
后,需要注意的就是周围的施工环境是否能够符合当时的需求,例如天气,还有旁边的环境等等,接口作业的时候,好能够内外的接口清理干净,不能够有任何的泥土泥沙。
克拉管回填达不到密实度的原因:
由于施工地质条件、回填材料等原因,克拉管施工回填质量往往不能完全达到回填密实度要求。这是客观存在的事实,因此没有完全达到克拉管回填密实度也不用担心,只要克拉管回填密实度在符合标准的范围内即可。
克拉管回填满足密实度的方法:
为了克拉管回填达到更好的密实度,我们应该实际施工地址条件,选择合适的回填材料,这样对于柔性克拉管管道的正常运行也是至关重要的。
影响克拉管道挤出成型的四大因素:
1、温度
温度是挤出成型得以顺利进行的重要条件之一。
2、压力
在挤出过程中,由于料流的阻力,螺杆槽深度的变化,以及过滤网、过滤板和口模等产生阻碍,因而沿料筒轴线方向,在塑料内部产生一定的压力。这种压力是塑料变为均匀熔体并得到致密塑件的重要条件之一。
3、挤出速率
挤出速率(亦称挤出速度)是单位时间内挤出机口模挤出的塑料质量(单位为kg/h)或长度(单位为m/min)。挤出速度的大小表征着挤出生产能力的高低。
4、牵引速度
挤出成型主要生产连续的塑件,因此设置牵引装置。从机头和口模中挤出的塑件,在牵引力作用下将会发生拉伸取向。拉伸取向程度越高,塑件沿取向方向的拉伸强度也越大,但冷却后长度收缩也大。通常,牵引速度可与挤出速度相当。牵引速度与挤出速度的比值称牵引比,其值大于1。

广东新款PE管件供应商PE地源热泵管件
面议
产品名:PE管件,PE地源热泵管件,PE给水管件,PE电熔管件

山东PE热力管厂家批发
面议
产品名:PE热力管,PE-RTII型热力保温管,pe-rtII预制直埋保温管

上海全新PE球阀阀门出售
面议
产品名:PE球阀阀门,PE单放散口球阀,PE双放散口球阀,PE标准型球阀,PE球阀

四川新款PE置换管厂家电话
面议
产品名:PE置换管,PE污水置换管,PE管

PE管件/PE电熔管件北京房山生产厂家
55元
产品名:PE管件,PE电熔管件,PE电熔法兰,PE电熔套筒

PE给水管/PE管材/PE自来水管保定厂家
66元
产品名:PE给水管,PE管材,PE自来水管,PE水管

黑龙江PE燃气管售价
面议
产品名:PE燃气管

江西新款PE置换管厂家联系方式
面议
产品名:PE置换管,PE污水置换管