



购买时,主要取决于焊接是否牢固,外观焊缝是否均匀,是否不均匀。但是,焊缝的平整度不能太强,因为过度抛光处理容易降低焊接位置的强度,导致渗水。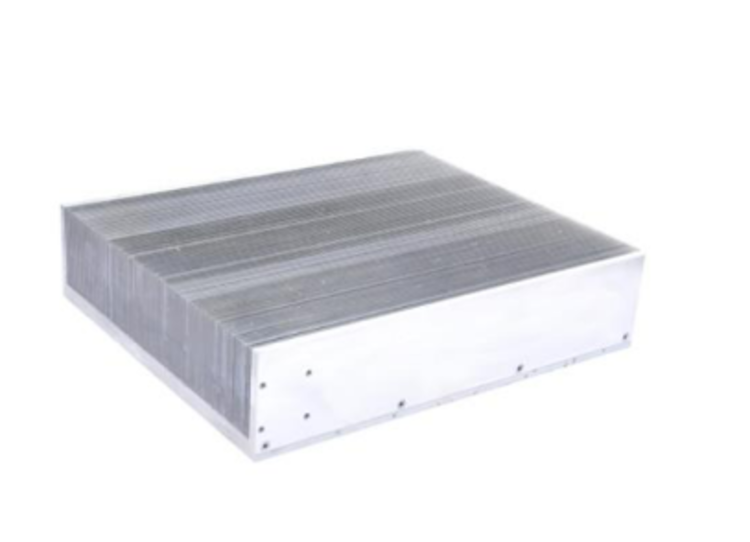
,在试模高密齿和舌比大的模具时,个铝锭是150-200mm短铝锭或纯铝棒。
二、试模前,在中心线上调整挤压中心、挤、盛锭筒和模座出料口。
三、铝锭在试模和正常生产过程中的加热温度应在480-520℃之间。
四、模具加热温度按常规模具温度保持在480℃上下,直径200mm如果分离模保温超过3小时,平模保温时间不得少于2小时;直径大于200mm以上模具保温4-6小时,确保模具芯温度与外部温度对称。
五、试模或生产前,用清缸垫清洗盛锭筒内胆,检查挤压机空运行是否正常。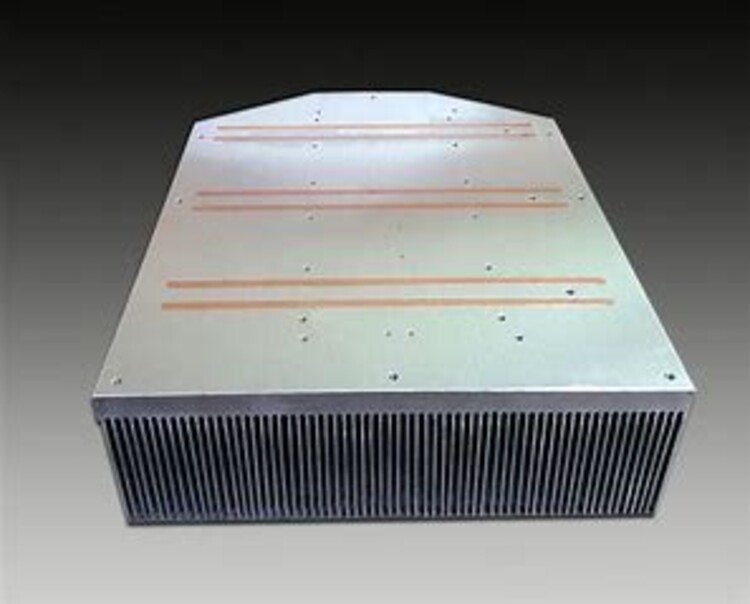
试模或生产开始时,挤压机自动关闭,各段开关为零。从小压力开始缓慢起压,出料约3-5分钟,铝填充过程主要控制压力。压力控制在100Kg/cm电流计数据为2-3A一般80-120Kg/cm2能出料,以后才能慢慢加速,正常生产时挤压速率低于120Kg/cm2为准。
在模具试验或生产过程中,如果发现模具堵塞、偏齿、速度误差过大,应立即关闭,并以点退的形式卸载模具,防止模具报废。
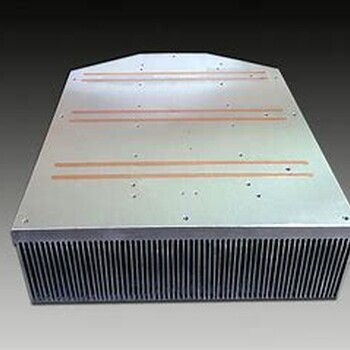
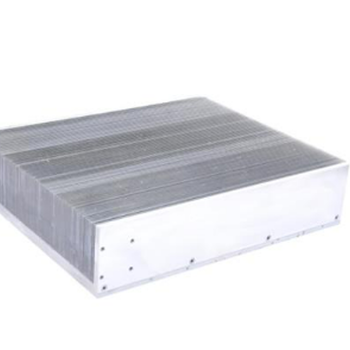
插片散热器是一款散热器。插片散热器采用直管推式通胀机进行胀管使得铝型材管壁与衬管都达到塑性变形,回弹后结合紧密、表面光滑、尺寸精度高采用插接组装可达到不漏。因此生产环节没有废品产生减少了能源的浪费。另外组装过程中不需要焊接,对插片散热器表面没有过热影响,节约了大量的人力和能源。
、地暖的安装与维修要比插片散热器麻烦。由于地暖是埋藏于地板下面,一旦需要维修就要把这个地板全都翻过来,非常麻烦,,花费的人力、物力也很大。而插片散热器都是暴露在空气当中,有的则挂在墙壁上面,维修起来非常容易,更换也比较方便。
第二、由于在地板上存留着大量的病毒以及细菌,加热地暖时,会使病毒细菌变得非常活跃,因此长期使用地暖可能会破坏人体的循环系统,甚至会引发呼吸道之类的疾病。而采用插片散热器取暖的话,是对流散热加热空气后,再传递给人体,比较健康环保。
第三、地暖会对房间的地板和家具产生损害,容易引起老化、褪色等情况。如果家里有比较名贵的木质家具,好不要采用地暖进行取暖,不利于保养家具。而插片散热器的安装位置比较随意,距离家具的远近也可以进行合适的调整,不会出现应距离家具过近而导致老化的问题。
中心距指的是暖气片上面进水口的圆心到下面出水口圆心之间的距离,也可以直观的反映暖气片的高度;暖气片的满高是指暖气片的总高度。这两个参数是暖气片在高度上的表现,目前市场上暖气片高度在300-2000mm,常见的尺寸有600mm、1500mm、1600mm、1800mm。
暖气片尺寸多大适宜呢?一般情况下,采暖设计师会根据房间的用热需求、放置位置、房间朝向、装修风格及每片暖气片的散热量等因素,确定暖气片的高度和宽度。如在有落地窗和大飘窗的房间,在窗户下应安装低矮的暖气片,可以有效的利用空间、利于暖气片均衡散热,实现供暖、装饰二者兼顾。从瑞华特用户反响来看,目前人们大多在客厅、卧室会选用1500mm、1600mm等较高尺寸,而在厨房和卫生间会使用600mm高的暖气片,或者的卫浴暖气片。
对于高密齿和舌比大的模具试模时,支铝棒是150-200mm的短铝棒或纯铝棒。
试模前,调整好挤压中心,挤、盛锭筒和模座出料口在一条中心线上。
在试模和正常生产过程中,铝棒加热温度要在480-520℃之间。
东吉散热工业水冷板散热器厂家定制加工
面议
产品名:工业散热器,工业水冷板,工业散热器厂家,水冷板定制加工
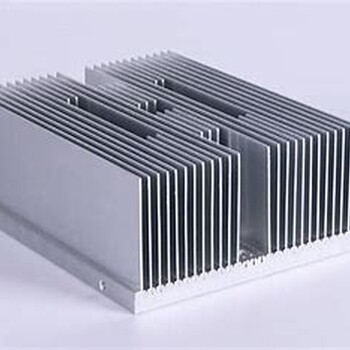
东吉散热铲齿散热器水冷板厂家定制加工
面议
产品名:铲齿散热器,铲齿水冷板,铲齿散热器厂家,水冷板散热器

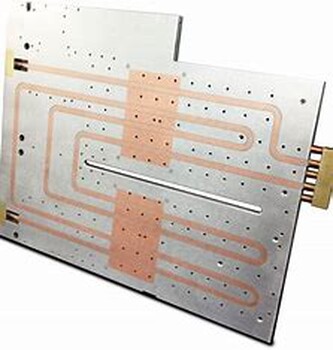
东吉散热真空钎焊水冷板散热器厂家定制加工
面议
产品名:真空钎焊,真空钎焊水冷板,真空钎焊厂家,东吉真空钎焊

东莞摩擦搅拌焊散热器厂家电话,摩擦搅拌焊散热器怎么接搅拌
面议
产品名:摩擦搅拌焊散热器,摩擦搅拌焊散热器的作用,摩擦搅拌焊散热器怎么接搅拌,摩擦焊热影响区,搅拌摩擦焊热处理,搅拌摩擦焊的热源特点,搅拌摩擦焊deform,搅拌摩擦焊缺点,fsw搅拌摩擦焊,搅拌摩擦焊工作原理,搅拌摩擦焊模拟参数设置
水冷板散热新能源汽车域控外壳vc均热板工控散热器充电桩散热
面议
产品名:水冷板,vc均热板,充电桩散热,新能源汽车域控外壳
台州ops散热器厂家电话,jonsbo散热器
面议
产品名:ops散热器
临沧多媒体一体机厂家电话,多媒体一体机散热器怎么安装
面议
产品名:媒体一体机散热器

香港工控散热器厂家电话,工控散热器风扇
面议
产品名:工控散热器