

商品别名 |
拼板机 |
面向地区 |
全国 |
从输出V02取出的信号是广谱高频信号,可以进行超外差式收音机中输入谐振电路和本振调谐电路之间的统调。发生器的频率范围为l00kHz~27MHz,共分五个频段100kHz~300kHz~lMHz~3MHz~9MHz~27MHz。信号发生器的输出电压约为9mV。线圈Ll~L5绕制在具有微调磁芯的骨架上,Ll~L3用Φ0.1mm的漆包线,L4、L5用Φ0.2mm的漆包线。Ll~L5的匝数为270+270,260,80,30和10匝。组装完成后用标准信号发生器校准一下,并在可变电容器C3的旋钮上作出频率刻度。调节电位器RP使输出高频信号强。电路中采用的稳压管无特别要求,只是电源电压应比稳压值高一些,以稳压管工作于特性曲线的拐点上。
与旧工艺的比较:节省木材10:以生产9mm(足9mm)的成品指接板为例,以前常规的拼板机,毛料达11mm厚(干料)才能满足砂光要求,该机仅需要10mm厚的干料。再如生产17mm(足17mm)厚的成品板,旧工艺需20mm厚的干料,该机仅需18mm(干料)的毛料就能满足砂光要求了。省四边锯操作工艺:减少2个四边锯操作工,每月可节约1800元左右的四边锯操作工人的工资开支。减少工艺后,不再产生废边料:以生产17mm厚(成品)无节板杉木为例,每张指接板可节约1.00元,若每天生产100块指接板,每天就可节约100元,月可节约3000元。加工速度:每1.5分钟生产一块1220×2440板。
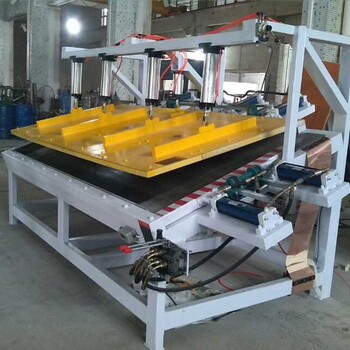
用简介:将涂好胶的板条放到送料台上,启动拼板机,送料推车将板条送人压机台面,PLC控制系统指令拼板机上台面压平板条后,侧压动作,对板条进行挤压拼接,动作完成后高频自动启动进行加热,加热完成,上台面抬起,侧向液压缸回位,完成一个拼接过程。拼接完成后,送料台摆好的板条送入时将次拼接的木板退出,木板落在出料台上,第二个拼接过程开始,如此循环。
加热拼板机使用液压油缸拼板,拼板后的部件缝隙精密,拼接后的板材平整。使用合理化设计的时间温控的导热油加热系统,基本在3-5分钟内可以拼板机卸板,安全性能高。拼板机的优势是什么?该板机自动化程度高、节省人力,一个工人即可操作。拼板速度快,平整度(1分钟一张板,速度可调)。节省木材,自带裁边锯,不许需要四边锯重复切。容易操作,维护简单(人性化设计,按键灵活易懂)。
拼板机优势:和其它拼板机相比,省好几个员工,员工费用一天省2000多;四个边料,一天下来就能省3张板子,省好几百元;赶上查环保,生产速度快,不会影响给准客户交货,避免因为生产慢,影响客户流失;我们拼板机的平整度是每一根进行保压,比其它拼板机整张进行压力,要平整的多;关于板材粘粘度,我们设备是具备防反弹装置的,确保没有缝隙”。
高频拼板机是木材行业常用的材料加工设备, 拼接设备将较小体积的木材(单板、竹材)拼接成较大体积的材料.利用高频加热完成拼板的胶合过程,与冷拼和其他加热方法相比较,具有速度快、自动化程度高、适应范围广、胶合成本低等显著优点,逐渐为广大用户所认同。
最近来访记录
